Вы здесь
Пайка серебряным припоем
Серебряные припои используют для пайки меди и медных сплавов.
При работе необходимо применять меры предосторожности, поскольку низкотемпературные медные припои содержат кадмий, при нагревании который выделяет отравляющие пары кадмия.
Чаще всего пайку проводят с использованием припоя нескольких марок.
Сплавы с содержанием серебра меньше 15% - это медно- фосфорные 3-х компонентные припои, а сплавы с содержанием серебра больше 15% - это серебряный припой состоящий из 4-х компонентов.
Пайка 2-х медных труб медно-фосфатным припоем
1) Уменьшающееся пламя горелки указывает на то что количество топлива в горючей смеси превышает содержание кислорода, а значит нужно убавить подачу топлива в смесь. Правильный цвет пламени при пайке — ярко синий. (рис. 1).

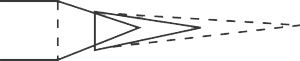
Рис. 1. Оптимальный вид пламени горелки для пайки твердым припоем: 1 -факел пламени, насыщенный газом; 2 -факел ярко синего цвета
2) Незначительно уменьшающееся пламя очищает поверхность металла, что хорошо сказывается на качестве пайки.Правильно сбалансированная струя пламени горелки содержит кислород и топливо в оптимальных пропорциях и обладает ярко синим цветом. При пайке таким пламенем кислорода не хватает для окисления поверхности металла, а значит шов получается без лишних примесей, что повышает надежность. (рис. 2).
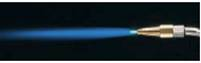
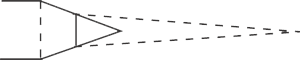
Рис. 2. Струя пламени горелки при сбалансированной газовой смеси (ярко синего цвета и небольшой величины)
Пересыщенная кислородная смесь - это смесь газов, с избытком кислорода, пламя при сгорании такой смеси окисляет поверхность металла, об этом свидетельствует черный налет окислов на поверхности металла. (рис. 3).
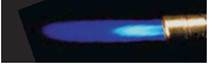

Рис. 3. Струя пламени горелки, насыщенной кислородом (маленькая и бледно-голубого цвета)
3) Перед проведением работ, спаиваемую поверхность необходимо очистить от окислов и прочих посторонних веществ. Проводить зачистку поверхности абразивными материалами недопустимо!
Необходимо предотвратить попадание посторонних веществ в места спая, иначе они будут препятствовать смачиванию припоем поверхностей, и попаданию припоя в соединение
Пайка без использования фитингов
При сварке 2ух труб одного диаметра в отопительных системах и системах водоснабжения, где температура шва не будет привышать 110C, возможно провести стыковку без использования фитинга.
Для спайки труб используется специальное приспособление — экспандер, которым можно расширяется окончание одной из соединяемых труб, для капиллярной пайки.
Этот способ подходит для мягкой или отожженной меди.
1)Для капиллярной пайки одну из двух трубок разжимают эспандером и помещают в неё другую, так чтобы она вошла не меньше чем на глубину диаметра Зазор между стенками трубок должен составлять приблизительно 0,025-0,125мм (рис. 4).

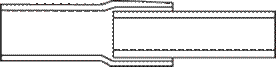
Рис. 4. Установка соединяемых пайкой труб
2)Место соединения трубок равномерно нагревают по всему периметру и длине соединения.
При работе не следует нагревать сам припой, а температура спая не должна достигнуть температуры плавления основного металла.
Нельзя перегревать соединение, поскольку это усилит образование химических примесей в шве и качество сварки снизится. (рис. 6).
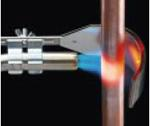
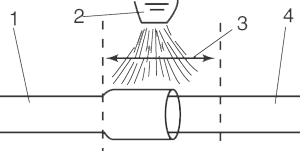
Рис. 5. Размещение струи пламени при сварке трубок твердым серебряным припоем: 1 -наружная трубка; 2 -горелка; 3 -область нагрева; 4 -внутренняя труба
Если припой и струю пламени вводить одновременно в область спая, соединение не успеет достаточно нагреться. Необходимо равномерно прогреть область спая, до достижения достаточной температуры внутренней трубки, иначе припой не будет затекать в зазор. (рис. 7).

Рис. 7. Распределение припоя между поверхностями трубок:
а - не прогрета наружная трубка;
б - не прогрета внутренняя трубка;
в - обе трубки прогреты;
Если равномерно разогревать всю поверхность концов спаиваемых труб, то припой плавится под воздействием их теплоты и равномерно поступает в зазор соединения (рис. 7, в).
3) Спаиваемые трубки прогреты достаточно, если пруток твердого серебряного припоя плавится при пркоснавении к ним. Для улучшения пайки, предварительно прогревают пруток твердого серебряного припоя пламенем горелки (рис. 8).

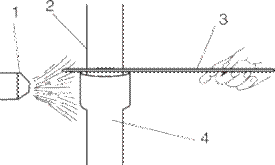
Рис. 8. Расположение положение фронта пламени и прутка серебряного припоя при пайке соединения трубок, раскаленных до тусклого вишнево-красного оттенка: 1 -горелка; 2 -внутренняя трубка; 3 -прут серебряного припоя; 4 -наружная трубка
4) Припой поступает в стык между трубками из-за капиллярного эффекта. Процесс будет проходить хорошо, если поверхности металлов чистые, между трубками выдержан нужный зазор, а концы трубок в области стыка достаточно нагреты (расплавленный припой течет по направлению к источнику теплоты) (рис. 9).
![]()
Рис. 9. Протекание серебряного припоя в зазоре при пайке трубок из меди